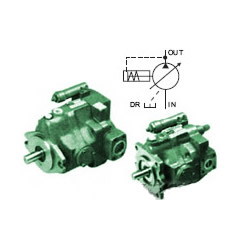
裸管式油冷卻器HH
型號:HH-1412瀏覽次數:614次
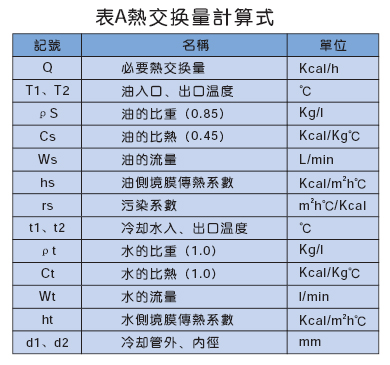
分享產品1、冷卻管的油口兩方可自由決定出入口,油液本身流向不受限制,而水的入口一定要由下方的進水口進入,由上方的出水口出水。 2、限用淡水,使用海水的情況須特別定做。 3、食品及化學藥品決不能使用。 4、水入口與油入口的溫度差在80°C以上時不能使用。 5、最高使用壓力:油側1MPa,水側0.7MPa。
 |
| H | H | -14 | 05 | - | - |
| 系列號碼 | 冷卻種類 | 冷卻器外徑 | 冷卻器長度 | 連接型 | 用途 |
| 油冷卻器 | HH-裸管式 | 請參考尺寸圖 | -:接管型 F:法蘭型 |
-:淡用水 B:海用水 | |


 |